
ここでは、刃物・工具の再研磨に関する施工サービスの説明をしております。
概要・特徴

注意すべきトラブルとその前兆
① 先端に欠け・摩耗が確認される
② 加工中に普段とは異なる形の切り屑が出る
③ 加工面に筋が入ったり荒れなどが発生したりする
再研磨が必要となる前兆としてまず挙げられるのは、やはり刃物や工具の先端に欠けや摩耗が確認されるケースです。目視で確認できるほど大きいものであれば当然再研磨は必要となりますが、一見目視ではわからないものも刃先へ光を当てることで再研磨の必要性有無を判断することが可能です。例えば超硬ドリルの場合、光が摩耗して刃先が丸まった部分に反射してやや太い線に見えることがあり、その場合は再研磨が必要と判断することができるのです。
更に加工中でもその前兆を捉えることが可能です。まずは切り屑を確認して下さい。普段とは異なる形の切り屑が出た場合、それは刃物や工具に欠けや摩耗が見られるために生じていると考えることができます。もしそうであるならば、再研磨が必要となる前兆と言えます。更にワークの加工面に普段見られない筋や荒れが生じる場合も同様です。このような事象も欠けや摩耗によるものと考えることができますので、再研磨の要否判断を行う要素の1つとして考えることができます。
トラブルが与える影響
① 切断・切削不良による品質トラブルの発生
② 駆動側への負荷増加による設備故障
③ 生産性の大幅な低下
このようなトラブルならびに前兆を見逃しておくと、言わずもがな品質トラブルの発生へと直結します。ワークの加工面に筋や荒れが発生することで外観NGとなるだけでなく、加工精度も落ちてしまうことから寸法精度への大きな影響も考えられます。
また刃の切れ味が落ちた状態で設備を動かすと駆動側へかかる負荷も大きくなってしまいます。そしてそれを放置したまま加工を続けてしまうと、故障など設備トラブルにつながりかねません。
さらに加工精度の低下や設備トラブルが発生することで、生産性自体を大きく落としてしまうことも考えられます。
よくあるトラブルの対処法
① 刃物・工具への再研磨の実施
② 刃先確度や刃型などの最適化
③ 超硬チップの交換
刃物・切削工具の先端における欠けや摩耗に対しては、定期的に再研磨を実施することを推奨いたします。これにより切断・切削不良を起こすことを防ぎ品質を安定させながら、高額となりかねない買替コストを低コストで収まる再研磨で抑えることが可能になります。
また再研磨に際しては、刃先角度や刃型などをお客様の設備に合わせて最適化を図ることも可能です。これにより長寿命化を実現させることができるので、トータルコストの削減に貢献いたします。
さらに再研磨だけではなく、刃先を交換するタイプの切削工具における超硬チップの交換も承ります。
ユーティリティ設備
-

- コンプレッサ
-

- 天井クレーン
-

- ボイラ
-

- 配管設備
-

- クーリングタワー
-

- 配管の保温工事
駆動・マテハン系設備
-

- モーター
-

- ポンプ
-

- ブロア
-

- 減速機
-

- ベアリング
-
- ローラーコンベア
-

- 集塵機
-

- タイミングベルト
-
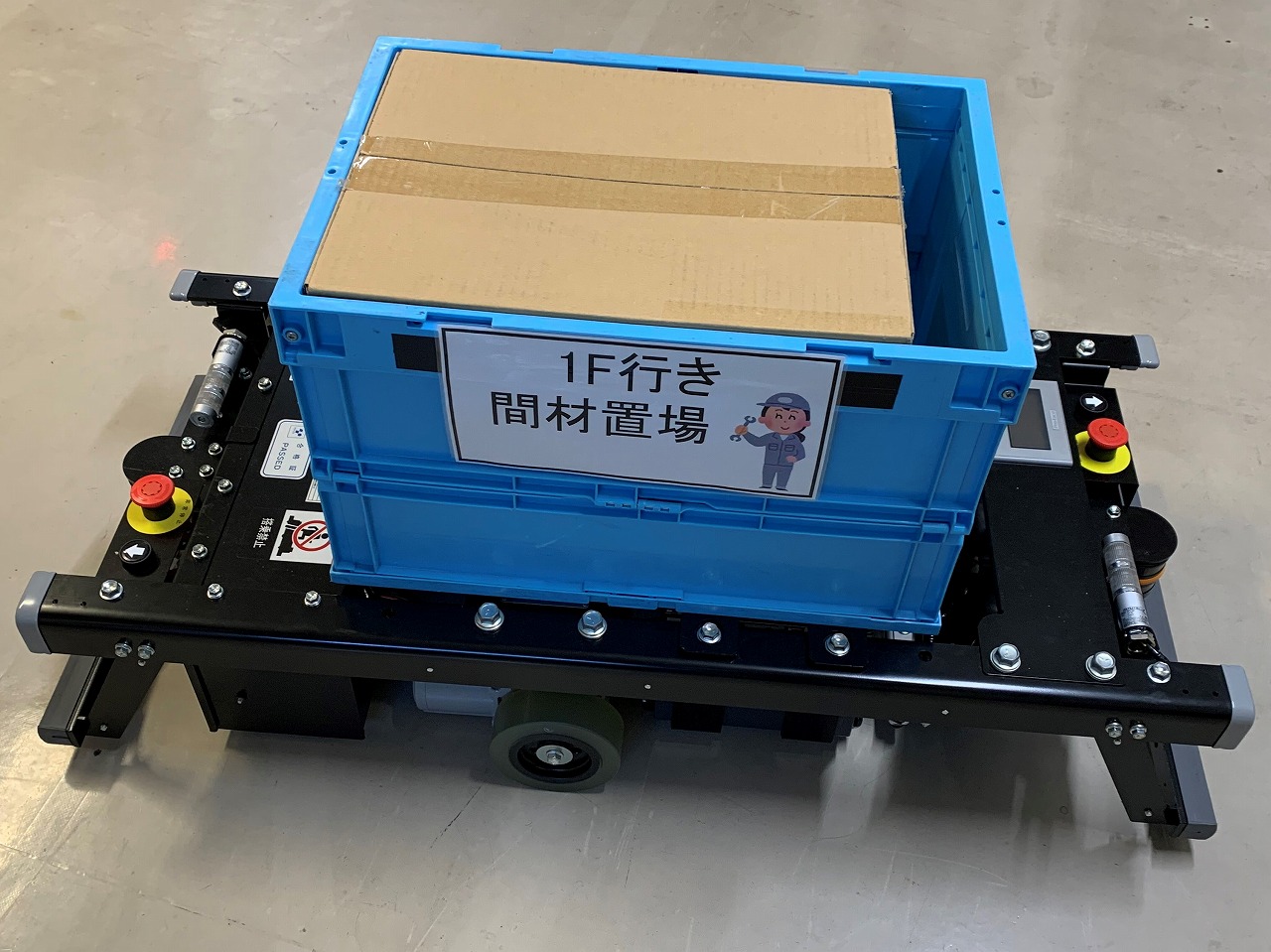
- AGV 無人搬送車
-
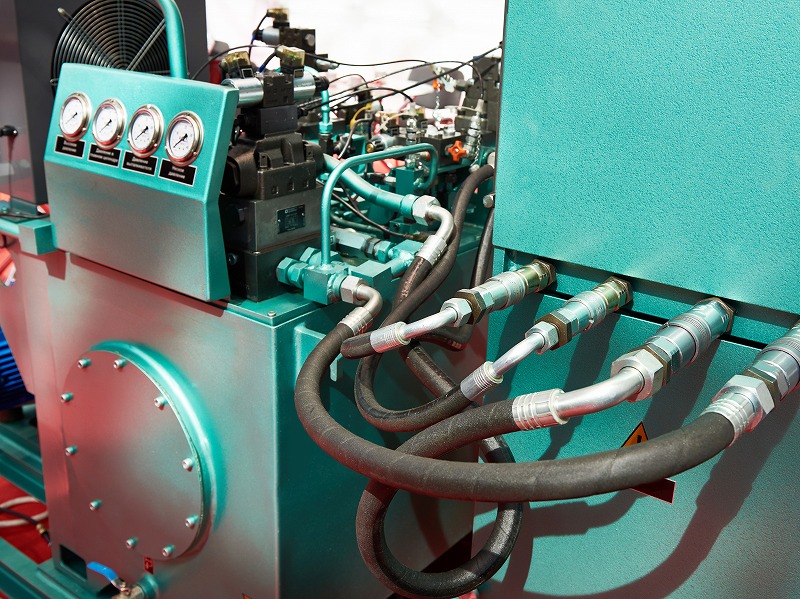
- 油圧機器
-

- ベルトコンベア
-
- ボールねじ修理
-

- 垂直搬送機の設置・…
電気・制御設備
-

- 制御盤
-

- 国内メーカPLC
-

- UPS(無停電電源装置)
-

- 電気制御機器 基板修…
生産機械・装置
-

- 工作機械
-

- ナットランナー
-

- ホットメルト装置リ…
その他
-

- 階段
-

- 床塗
-

- 喫煙所の設置工事
-

- 空調機器
-

- 騒音・ 防音壁
-

- シャッター
-

- 刃物・工具の再研磨
-

- シート・シャッター
-

- 溶接ヒュームに関し…
-

- 画像処理・画像検査
-

- ダクト工事
-

- ロボット 点検・メ…
-

- 遮熱工事
-

- フロンガス回収


「切断・切削」はモノづくりの上で欠かせない工程で、それを支えるのがエンドミルやチップソーなどと言った各種刃物や切削工具となります。
これら刃物や切削工具は多くの場合、使い捨てにされます。しかし摩耗による切断不良を起こす前に定期的に再研磨をする事により、安定した品質を保ちながらコストダウンを実現できます。また再研磨の実施に併せて刃先角度・刃型等の検討を改めて行うことで最適化を図る事も可能です。これが刃物・工具の延命化へと繋がり、買替コストの発生を抑えることができるのです。